Мастер-класс. Обработка горловины и проймы единой обтачкой в изделиях без воротника и рукавов
- Обтачным швом
- Обтачкой, выкроенной по форме горловины
- Обтачкой с кантом
- Окантовочным швом
- Обтачкой, выкроенной под углом 45° к нити основы - косой бейкой
Способ 1. Обработка горловины обтачкой, выкроенной по форме горловины
1. Части обтачки сложить лицевыми сторонами внутрь, уравнять срезы и стачать. Ширина шва 0,5 - 0,7 см.2. Если изделие из шерстяной, шелковой ткани или ткани, содержащей синтетические волокна - швы разутюжить. Если из хлопчатобумажной - разложить швы на 2 стороны.
3. Внутренние срезы обтачек перегнуть в сторону изнанки на 0,5−0,7 см и застрочить на расстоянии 0,1 см от подогнутого края. Если изделие шьется из легкоосыпающейся ткани, срезы предварительно обметать на оверлоке.
4. Если в изделии предусмотрена застежка от горловины переда или спинки, концы обтачки притачать к обтачкам (подбортам или припускам на обработку застежки). Ширина шва 0,7 см.
5. Швы отогнуть в сторону обтачек застежки (подбортов).
6. Обтачку наложить лицом вниз на лицевую сторону изделия, уравнять срезы, швы стачивания обтачек совместить с плечевыми швами изделия и обтачать срез горловины. Ширина шва 0,7 см.
7. Шов по вогнутой линии и во внутренних углах надсечь, не доходя до строчки на 0,1−0,2 см (о том, как правильно высекать швы, вы можете прочитать в мастер-классе «Правильно высекайте припуски на швы»).

8. Обтачку отогнуть, шов отогнуть в сторону обтачки и настрочить с лицевой стороны обтачки на расстоянии 0,1−0,3 см от шва обтачивания.

Рис. 1
10. Внутренние края обтачки прикрепить к плечевым швам машинными строчками, параллельными плечевым, а к спинке и переду - вручную потайными стежками, располагая их между серединой переда и спинки и плечевыми швами, а в изделиях с большим вырезом горловины - посередине переда и спинки.
Если изделие изготовлено из шерстяной, шелковой или синтетической ткани, внутренние края обтачек иногда прикрепляют к основным деталям потайными стежками по всей длине обтачки.
Способ 2. Обработка горловины обтачкой, выкроенной под углом 45° к нити основы
В изделиях из прозрачных тканей с повышенной осыпаемостью нитей горловину лучше обрабатывать обтачкой, выкроенной под углом 45° к нити основы.1. Обтачку наложить на лицевую сторону изделия лицевой стороной вниз и обтачать горловину (рис. 1, г). Шов обтачивания направить в сторону обтачки.
2. Срез обтачки перегнуть в сторону изнанки на 0,5−0,7 см и подогнутым краем закрыть шов, перекрывая строчку обтачивания на 0,2 см, приметать и закрепить его с лицевой стороны машинной строчкой в шов притачивания обтачки или на расстоянии 0,1 см от него по основной детали.
3. Обтачку отогнуть на изнанку изделия, шов выправить и приутютюжить, образуя кант из основной детали 0,2−0,3 см.
4. Обтачку прикрепить только по плечевым швам.
Способ 3. Обработка горловины обтачкой с кантом из отделочной ткани (рис. 1, д)

1. Части полоски для канта и концы обтачки стачать. Ширина шва 0,7 см.
2. Швы разутюжить или разложить.
Кконцы полоски можно стачать одновременно с ее притачиванием к основным деталям по горловине.
3. В изделиях с обработанной застежкой от горловины концы полоски не стачивать, а перегнуть в сторону изнанки на 0,5−0,7 см, сложить вдоль посередине изнанкой внутрь, уравнивая срезы.4. Подготовленную таким образом полоску для канта наложить на лицевую сторону изделия сгибом вниз и притачать по полоске на расстоянии от сгиба полоски, предусмотренном моделью, отступив от концов на 3−4 см.
5. Не притачанные концы полоски стачать, шов разложить, далее снова сложить вдвое и притачать на оставшемся участке. Ширина шва со стороны изделия - 0,7 см.
6. В изделиях с обработанной застежкой притачивание полоски нужно начинать от краев застежки, отгибая борт или обтачку застежки на лицевую сторону изделия.
7. Внутренние края обтачки подогнуть внутрь на 0,3−0,5 см и застрочить, отступив 0,1 см от края.
8. После притачивания канта, обтачку горловины наложить лицом вниз на лицевую сторону изделия, уравнять срезы, обтачать горловину со стороны изделия, проложив строчку в шов притачивания канта (рис. 1, е).
9. Обтачку отгнуть на изнанку изделия, шов и кант выправить и приутюжить, внутренние края обтачки прикрепить на участке плечевых швов машинной строчкой к срезам плечевого шва, а по горловине в нескольких местах потайными стежками.
Совет: для большей рельефности в кант можно вложить шнур. Шнур вкладывают внутрь полоски для канта до ее притачивания.
10. Обработанную горловину приутюжить.Способ 4. Обработка горловины окантовочным швом (рис. 2, а)

Рис. 2
1. Обтачку выкроить по форме горловины под углом 45° к нити основы.
2. Части обтачки и концы стачать так, чтобы строчка проходила параллельно нити основы.
В изделиях, не имеющих застежки у горловины, можно стачать концы обтачки одновременно с обтачиванием горловины.
3. Швы подрезать, оставив припуск 0,5−0,7 см.4. Швы в изделиях из шерстяных, шелковых или синтетических тканей разутюжить, а из хлопчатобумажных - разложить на 2 стороны.
5. Ширина обтачки зависит от ширины канта и от способа обработки.
В изделиях из шерстяных тканей горловину обрабатывают окантовочным швом с одним открытым срезом.
1. Внутренний край обтачки обетывают на оверлоке (рис 2, б).2. Если в изделии есть обработанная застежка у горловины, концы обтачки у краев застежки перегнуть в сторону изнанки на 1 см. Обтачку наложить на лицевую сторону изделия лицевой стороной вниз, уравнять срезы и обтачать горловину со стороны обтачки. Ширина шва 0,5−0,7 см (в зависимости от модели).
3. В изделиях без застежки у горловины обтачку с нестачанными концами притачать, отступив от концов на 3−4 см.
4. Непритачанные концы полоски стачать.
5. Шов разложить на 2 стороны и притачать обтачку на оставшемся участке.
6. Обтачку отогнуть на изнанку изделия, огибая шов и образуя кант.
7. Кант закрепить машинной строчкой с лицевой стороны изделия в шов притачивания обтачки.
8. Горловину в готовом виде приутюжить.
Способ 5. Обработка горловины окантовочным швом косой бейкой

1. Выкроить косую бейку под углом 45° к нити основы шириной в зависимости от ширины канта (удвоенная ширина канта плюс 1−15 см).
2. В изделиях без застежки горловину окантовать до стачивания средних срезов спинки так, чтобы при дальнейшей обработке концы окантовки вошли в шов.
3. Верхние и нижние края окантовки в среднем шве должны быть на одном уровне. Припуск среднего шва прикрепить в верхней части к изделию строчкой поперек окантовки на расстоянии 0,3−0,4 см от срезов шва (рис. 2, г)
4. Концы окантовки могут переходить в завязки (рис. 2, д), их длина зависит от модели. В изделиях из легкоосыпающихся тканей концы завязать узлом, из неосыпающихся - обрезать без дальнейшей обработки.

5. В изделиях с застежкой, обрабатываемой подбортами, окантовывание горловины нужно выполнять до обтачивания ботов! После обработки бортов верхние срезы подбортов подогнуть внутрь так, чтобы подогнутый край перекрывал строчку окантовки горловины на 0,1−0,2 см, и закрепить их машинной строчкой с лицевой стороны изделия по строчке окантовывания горловины (рис. 2, е).
Чаще всего горловину обрабатывают окантовочным швом с закрытыми срезами вдвое сложенной обтачкой (полоской ткани, выкроенной под углом 45° к нити основы), рис. 2, ж.
1. Части обтачки стачать так, чтобы строчка проходила параллельно нити основы. Швы подрезать, оставив припуски 0,5−0,7 см и разложить на 2 стороны. Концы обтачки можно не стачивать. 
2. Обтачку перегнуть вдоль посередине изнанкой внутрь, срезы уравнять.
3. Срез одного конца обтачки подогнуть внутрь на 1 см и наложить на лицевую сторону изделия сгибом вниз, уравнять срезы обтачки и горловины. Горловину обтачать со стороны обтачки. Ширина шва зависит от модели, при этом необработанный конец обтачки должен заходить на другой на 1−1,5 см (рис. 2, з).
4. Обтачку отогнуть в сторону изнанки, обогнуть шов, образовав кант, закрепить его машинной строчкой с лицевой стороны в шов притачивания обтачки. При этом под строчку с изнанки обязательно должен попасть сгиб обтачки, и строчка должна проходить на расстоянии не более 0,3 см от края.
5. Горловину в готовом виде приутюжить.
Фото: сайт
Иллюстрации: учебник для учащихся начального профессионального образования «Основы технологии швейного производства», А.Т. Труханова
Материал подготовила Анна Соболева
Обработку открытых срезов обтачкой, как правило, выполняют с изнаночной стороны изделия.
Обтачку выкраивают как отдельную деталь, которая всегда точно повторяет форму среза.
Обычно для обтачки дается отдельная выкройка, но также её можно выкроить и самостоятельно, пересняв с обрабатываемой детали как отдельную деталь, что гораздо лучше и правильнее.
Направление долевой нити обтачки и основной детали совпадают (если в инструкции не дано специальных указаний на этот счёт).
Обтачку обычно выкраивают из той же ткани, что и основное изделие. Для формоустойчивости обтачку всегда дублируют.
Чаще всего обтачкой обрабатывают горловину изделия. Но также и проймы, верх юбки, брюк или шорт, подол изделия, шлицу, карманы, борта жакетов и пальто.
Виды обтачек
Обтачки бывают разные. Отличаются они по форме, способу кроя и функциональному назначению.
Подкройная обтачка
Это отдельно выкроенная деталь точно по форме обрабатываемого среза шириной 4−6 см в готовом виде.
Цельнокроеная обтачка
Если подлежащий обработке срез прямой, обтачку выкраивают вместе с основной деталью и отворачивают её на изнаночную сторону по линии сгиба, например, в накладных карманах.
Косая обтачка
Полоска ткани, выкроенная по косой (под углом 45°), необходимой ширины и длиной равной длине обрабатываемого среза. Например, низа платья:
Фигурная обтачка

Обтачка, также как и подкройная, выкроенная по форме среза основной детали, но с точным повторением всех её контуров. Например, для обработки квадратного выреза горловины.

Подборт, который, собственно, и выступает в роли обтачки бортов у жакетов или пальто.

Подкройная обтачка с увеличенной глубиной, такую обычно используют в верхней одежде - подкройную обтачку горловины спинки увеличивают по линии середины на глубину 12−17 см.
Комбинированная обтачка

Обычно это обтачка, которой обрабатывают сразу несколько открытых срезов, например, горловины и проймы. Такая обтачка может быть цельнокроеной или состоять из нескольких деталей, выкраиваться из основной или подкладочной ткани. Такой вид обтачки чаще всего встречается при обработке платьев без рукавов.
Функциаональная обтачка
Любая из вышеперечисленных видов обтачек, которая выполняет исключительно функцию чистой обработки открытых срезов изделия.
Декоративная обтачка


Выполняется с лицевой стороны, из ткани того же или контрастного цвета, со швом на лицевую сторону изделия, а также с декоративным кантом.
Кроме того, обработку обтачкой применяют и в аксессуарах: сумках, косметичках и других изделиях.
Обработка обтачкой
Припуск шва притачивания обтачки подрезают до ширины 0,5−0,7 мм. Обтачку настрачивают на припуск. Если срез не прямой, то на припуске делают надсечки, не доходя до шва 1−2 мм. Частота надсечек зависит от степени изогнутости среза.
Затем обтачку отворачивают на изнаночную сторону, вымётывают край с образованием переходного канта в 1 мм, чтобы обтачка не выступала с лицевой стороны изделия и аккуратно приутюживают.
Открытый срез обтачки обрабатывают:
На оверлоке или зигзагообразной строчко на швейной машинке;
Узкой подгибкой;
Если ткань не осыпается, можно подрезать срез ножницами зигзаг;
Косой бейкой;
Вручную;
Или подкладкой, если изделие выполняется на подкладке.
Обработка проймы в изделиях без рукава
Обработка проймы обтачкой-кокеткой
Обработка проймы обтачкой, бейкой, окантовкой
Способ обработки проймы в изделиях без рукава в основном определяется свойствами материала (толщина, осыпаемость, прозрачность, эластичность) и моделью (наличие или отсутствие отделочной строчки, отделки, канта по краю проймы).
Проймы и горловину в изделиях из шерстяных тканей, толстых нарядных шелковых тканей, толстых льняных тканей с лавсаном обрабатывают подкройными обтачками.
Проймы в изделиях из х/б и тонких льняных тканей обрабатывают двойной косой бейкой (выкроенной под углом 45° к долевому направлению нити, сложенной вдвойне).
Обработку производят до стачивания боковых швов. В изделиях из льняных и плотных х/б тканей обработку производят после стачивания боковых швов с закладыванием концов бейки друг на друга.
Обработку пройм и горловины в изделиях из ткани вельвет (жилетах, сарафанах) производят подкройными обтачками с обметыванием внутреннего среза и последующим подшиванием его на с/м потайного стежка. Допускается в отдельных моделях настрачивание на стачивающей машине.
Обработку пройм и горловины в изделиях из шерстяных тканей и трикотажных полотен (жилетах, сарафанах) с отделочной строчкой 1,0 см и более производят подкройными обтачками с обметыванием внутреннего среза без последующего прикрепления.
Проймы в изделиях без рукавов или с короткими цельнокроеными рукавами обрабатывают подкройной обтачкой, окантовочным швом с одним открытым срезом, с двумя закрытыми срезами на машине со специальным приспособлением, одной или двумя строчками на машине без специального приспособления, а также используя вдвое сложенную косую бейку.
Обработка обтачным швом.
Перед обработкой пройм соединяют боковые и плечевые срезы.
Обработка проймы подкройной обтачкой .
Этот способ чаще всего применяют в блузах и платьях, где есть воротник или какой-либо фантазийный вырез горловины, где невозможно применить единую обработку горловины и пройм цельной обтачкой.
Неоспоримый плюс обработки пройм обтачками в том, что пройма смотрится очень аккуратно с лицевой стороны изделия. При этом способе не видно никаких строчек с лица, в отличие от обработки пройм косыми бейками.
Конфигурация обтачек полностью совпадает с проймами полочки и спинки.
На обтачках никогда(!) не выполняется вытачек и лишних швов, которых можно избежать. Например, если на модели есть рельефные швы, начинающиеся из проймы, то это не означает, что такие же рельефные швы должны быть и на обтачках пройм. Переснимая детали обтачек пройм, нужно сразу же закрывать все вытачки и рельефы, которые могут быть на пройме изделия.
Обтачка служит средством фиксации формы пройм и предохранения их от растяжения. Для того, чтобы обтачка держала форму, ее укрепляют клеевым материлом, который нужно подбирать по толщине и свойствам под каждый вид ткани.
Части обтачки складывают лицевыми сторонами внутрь, уравнивая срезы, и стачивают Ширина шва 0,5 - 0,7 см. Швы разутюживают. Внутренние срезы обтачек перегибают в сторону изнанки на 0,5 - 0,7 см и застрачивают на расстоянии 0,1 см от подогнутого края. В изделиях из легкоосыпающихся тканей срезы предварительно обметывают на специальной машине.
Обтачку складывают с изделием лицевыми сторонами, уравнивая срезы, обтачивают пройму (ширина шва 5-7 мм). На закруглениях припуски рассекают, обтачку отворачивают на изнаночную сторону, выправляют и выметывают кант из проймы (ширина канта 1-2 мм). Кант фиксируют, настрачивая припуск шва оттачивания на обтачку.
Край обтачки прикрепляют к припускам боковых и плечевых швов ручным или машинным способами. В дорогостоящих изделиях край обтачки пришивают к изделию потайными подшивочными стежками в нескольких местах.
Если концы обтачки не стачаны, обтачивание проймы начинают, отступив от концов обтачки на 3-4 см, непритачанные концы обтачки стачивают. Шов раскладывают и обтачивают пройму на оставшемся участке.
Обтачку отгибают на изнанку изделия, образуя кант. Проймы в готовом виде приутюживают.
Двойной бейкой. Ширина бейки в крое составляет 2,5 – 3 см. Ее заутюживают вдвое по длине, уравнивая срезы. Обтачивают пройму сложенной вдвое бейкой, располагая бейку с лицевой стороны изделия и уравнивая срезы проймы и бейки (ширина шва 5-7 мм). Срезы шва на закругленных участках надсекают. Настрачивают шов обтачивания на бейку (ширина шва равна 0.1-0.2 см). Заутюживают бейку на изнаночную сторону изделия с образованием канта из проймы; настрачивают сгиб бейки на пройму швом шириной 0.1-0.2 см.

Одинарной настрочной бейкой . В изделиях, где по краю проймы предусмотрена отделка, для обработки используется одинарная настрочная бейка. Она может быть выполнена как из основного, так и из отделочного материала. Пройму обрабатывают настрочной бейкой как в открытом виде (при нестачанном боковом шве), так и при соединенных боковых срезах. В этом случае бейку предварительно стачивают по все срезам, т.е. в кольцо.
Бейку (в изделиях из тонких материалов она может быть предварительно дубирована) укладывают лицевой стороной к изнаночной стороне изделия, уравнивают срезы и обтачивают пройму (ширина шва 5-67 мм). После выворачивания бейки и выправления канта по краю проймы из бейки подгибают и настрачивают свободный край бейки. Может быть проложена отделочная строчка по внутреннему краю бейки.
Ширина бейки должна быть одинаковой по всей длине проймы.Обработка окантовочным швом
Для обработки проймы окантовочным швом бейку выкраивают под углом 45° к нити основы. Части бейки и концы стачивают. Строчка должна проходить параллельно нити основы Швы подрезают, оставляя припуск 0,5 - 0,7 см. Швы разутюживают.
При использовании машины без спецприспособления окантовывают в два приема , сначала притачивают бейку по срезу проймы с лицевой стороны, затем, огибая припуски шва, бейку перегибают на изнаночную сторону, подгибают край и застрачивают, располагая строчку в шов (т.е. с изнаночной стороны проймы она проходит по окантовке, на расстоянии 1-2 мм от внутреннего сгиба, а по лицевой стороне – по окантовкой, по пройме).

Допускается концы бейки стачивать одновременно с боковыми срезами, при этом верхние и нижние края окантовки в боковом шве должны совпадать, а припуски шва настрачивают на изделие двойной обратной машинной строчкой, располагая ее поперек окантовки на расстоянии 5 мм от шва.
При обработке проймы окантовочным швом в изделиях из толстых материалов внутренний край косой бейки не подгибают, внутренний срез предварительно обметывают на спецмашине и застрачивают без подгибания.

При использовании спецприспособления к швейной машине – окантовывателя – пройму окантовывают в один прием. Для этого полоску для окантовки заправляют в спецприспособление и настрачивают машинной строчкой. В один прием можно окантовывать пройму и на универсальной швейной машине, если используется готовая косая бейка. Ее заутюживают так, чтобы нижний край был на 1 мм шире верхнего, приметывают по срезу проймы, настрачивают по верхней стороне на расстоянии 1 мм от внутреннего сгиба

В изделиях из тонких материалов для окантовывания проймы используют окантовочный шов с двойной окантовкой , что позволяет не заметывать внутренний срез, подгибая его, а просто настрочить сгиб двойной бейки. Концы двойной бейки допускается не стачивать. Бейку перегибают вдоль посередине изнанкой внутрь, срезы уравнивают, срез одного конца обтачки подгибают внутрь на 1 см и накладывают на лицевую сторону проймы сгибом в сторону изделия, срезы бейки и проймы уравнивают и обтачивают со стороны бейки. Ширина шва зависит от модели, при этом необработанный конец бейки должен заходить за подогнутый срез бейки на 1 - 1,5 см. Бейку отгибают на изнанку изделия, огибая шов и образуя кант, кант закрепляют машинной строчкой с лицевой стороны в шов притачивания бейки, при этом под строчку с изнанки должен обязательно попадать сгиб бейки и строчка должна проходить на расстоянии не более 0,3 см от края (сгиба). Проймы в готовом виде приутюживают.

В изделиях из тонких прозрачных материалов край проймы окантовывают полоской основной или подкладочной ткани в цвет, выкроенной по косой. Затем окантованный край отгибают на изнаночную сторону, выправляют кант из проймы. Сгиб приутюживают. Внутренний край косой бейки прикрепляют к припускам швов.
Не все любители шитья знают такой термина, как «обтачать» или «обтачивание» , но при этом все активно пользуются этим приемом.
Потому что обтачиванием обрабатывается большинство воротников, манжет и прочих «двухслойных» деталей.
А также края бортов подбортами.
И, конечно же, все узлы, где есть обтачка. Она и называется обтачкой
, именно потому, что обтачивает край детали – срез горловины, проймы, верхний край брюк или юбки, да любой срез, как кривой, так и прямой формы.
И даже обтачки прорезного кармана в рамку также служат для обтачивания краев входа в карман.
Вот такое обширное и разнообразное применение!
Пожалуй, можно даже целую книжку написать про обтачивание, настолько эта тема интересна и любопытна.
Книжку писать не буду (пока:)), а вот секретами поделюсь. Сколько получится постов, не знаю, может 2 -3, а может и 5-6. Посмотрим.
Начнем с определения
Обтачивание – соединение деталей по краю с последующим вывертыванием на лицевую сторону. При этом припуски шва оказываются внутри, а шов располагается по краю обтачной детали.
Общий алгоритм действий:

В зависимости от свойств ткани, вида детали, назначения шва, формы обтачиваемого среза в этот порядок действий могут добавляться дополнительные операции, да и сами указанные действия могут выполняться по-разному.
Рассмотрим подробнее пункт 1
« Сложить детали лицевыми сторонами друг к другу, уравнивая срезы»
Казалось бы, что тут сложного? Но, нюансы все же есть.
Из двух складываемых деталей одна основная, вторая дополнительная, служащая для обработки среза основной детали. А это значит, что вспомогательную деталь не должно быть видно в готовом изделии.
Для этого вспомогательная деталь должна быть чуть меньше основной — нижний воротник должен быть меньше верхнего воротника, нижний клапан меньше верхнего клапана (см « »), срез обтачки горловины должен быть короче среза самой горловины и т.д.
Следовательно, для того, чтобы уровнять срезы деталей, большую основную — деталь необходимо уложить с небольшой слабиной. Причем, если это воротник, то наибольшая посадка должна быть в углах воротника, если лацкан, то в углах лацкана.
Возникает резонный вопрос «Насколько меньше? Насколько короче?»
Однозначного ответа нет. Понимание приходит с опытом.
- Если обрабатываемая деталь обтачивается по трем сторонам (например, воротник или клапан), то много зависит от толщины ткани. Чем толще ткань, тем больше должна быть разница между размерами верхней и нижней детали. Для тонкой ткани достаточно разницы в 1-2 мм, а для меха – в 1-1,5 см.
- Если обтачивается срез горловины или проймы, то основная деталь посаживается слегка, а общая величина посадки зависит от длины среза.
- Если обрабатывается срез борта подбортом, да еще с лацканом, то это совсем интересно, так как на одном участке должен быть посажен подборт, а на другом участке — основная деталь.
Все это особенности обязательно будут рассматриваться в постах про обработку отдельных швейных узлов (борта, горловины, проймы и т.д.), сегодня же я просто хотела обратить ваше внимание на необходимость и важность посадки при выполнении обтачивания.
Продолжение следует. Следите за новостями.
Мой блог находят по следующим фразам
Мы предлагаем обрабатывать горловину обтачкой. Обтачка – это деталь, которая полностью повторяет форму определенной области изделия. Для чего это необходимо? Для того, чтобы фигурные срезы изделия были красиво и чисто обработаны, и чтобы изделие имело достойный внешний вид. Обтачкой может быть обработана горловина, срез талии, область низа изделия и низа рукава и т.д.
Сегодня для примера мы подробно покажем как обрабатывать горловину изделия. Вы можете использовать наши рекомендации при пошиве таких моделей - Платье №149 , Платье №83 , Платье № 48 , Платье № 68. Если в изделии присутствует молния, то в этом случае срез обрабатывается обтачкой не совсем обычно и вариантов обработки масса. Но есть один способ, который мы очень любим. Надеемся, что и вам он придется по душе. 1. Готовим область для раскроя обтачки.
2. Раскраиваем обтачку необходимой области. Например, обтачка горловины может состоять как из одной части и быть цельной, так может и делиться на детали спинки и переда. Если позволяет ткань, сделайте обтачку цельной. Не будет лишних уплотнений. 3. Дублируем обтачку флизелином.

4. Обметываем на оверлоке внешний срез обтачки.

5. Втачиваем молнию в средний шов спинки изделия. 6. Складываем лицо обтачки с лицом изделия. Скалываем булавками.

7. Подрезаем на ширину тесьмы молнии концы обтачки с двух сторон.

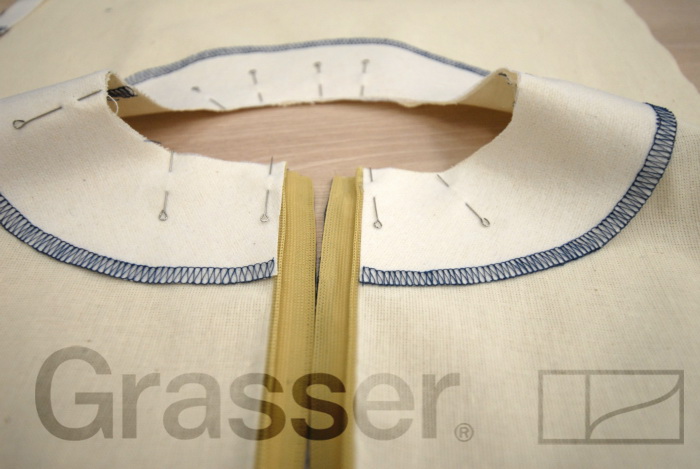
8. Соединяем концы обтачки со срезами среднего шва спинки. Получится пузырь. Не пугайтесь, так и должно быть!

9. Притачиваем концы молнии к краям срезов среднего шва спинки.

10. Перегибаем все припуски на обтачку. Теперь пузырь должен исчезнуть.

11. Закрепляем булавками загнутые припуски.

12. Обтачиваем горловину обтачкой.

13. Рассекаем припуск обтачивания горловины для того, чтобы припуск не мешал вывернуть обтачку.

14. Раскладываем в разные стороны обтачку и изделие. Направляем припуски на обтачку. Утюжим.

15. Прокладываем функциональную строчку по обтачке на 1 мм от шва притачивания. Таким образом припуски закрепятся на обтачку и обтачка никогда не будет вылезать наружу. Строчку вы не сможете проложить от самой молнии. Поэтому отступите примерно 3-5 см.

16. Отгибаем обтачку на изделие. Утюжим. 17. Закрепляем обтачку по плечевым швам ручными стежками.